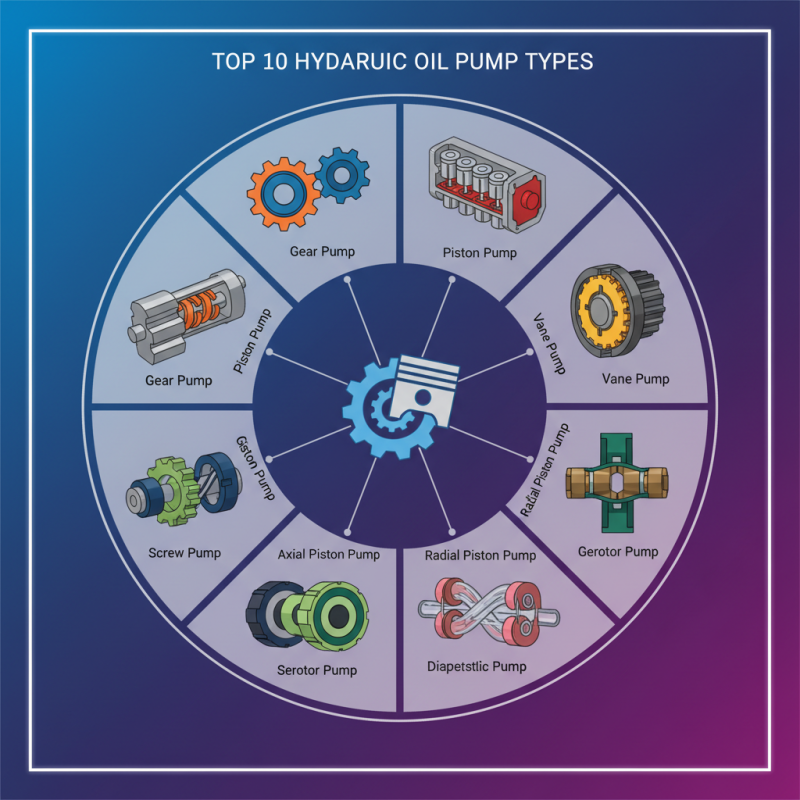
Top 10 Hydraulic Oil Pump Types You Should Know?
Hydraulic oil pumps play a crucial role in various industrial applications. According to a report from Grand View Research, the global hydraulic pump market is expected to reach $24.60 billion by 2025. This growth highlights the increasing demand for hydraulic systems in construction, manufacturing, and automotive sectors. Understanding the different types of hydraulic oil pumps is essential for optimizing performance and efficiency in these applications.
There are several designs of hydraulic oil pumps, each serving specific purposes. Gear pumps and piston pumps are among the most common types. Gear pumps are noted for their simplicity and reliability, while piston pumps offer higher pressure capabilities. However, even with these advantages, misconceptions about their maintenance persist. Proper care and selection of the right pump can significantly affect longevity and functionality.
Choosing the right hydraulic oil pump requires careful consideration. Factors such as flow rate, application type, and operating environment weigh heavily on this decision. Industry experts emphasize the importance of customization to meet specific project requirements. However, many engineers may overlook these details, leading to inefficiencies. Proper knowledge can greatly enhance the performance of hydraulic systems, making it essential to understand the various options available.
Overview of Hydraulic Oil Pumps and Their Importance in Industry
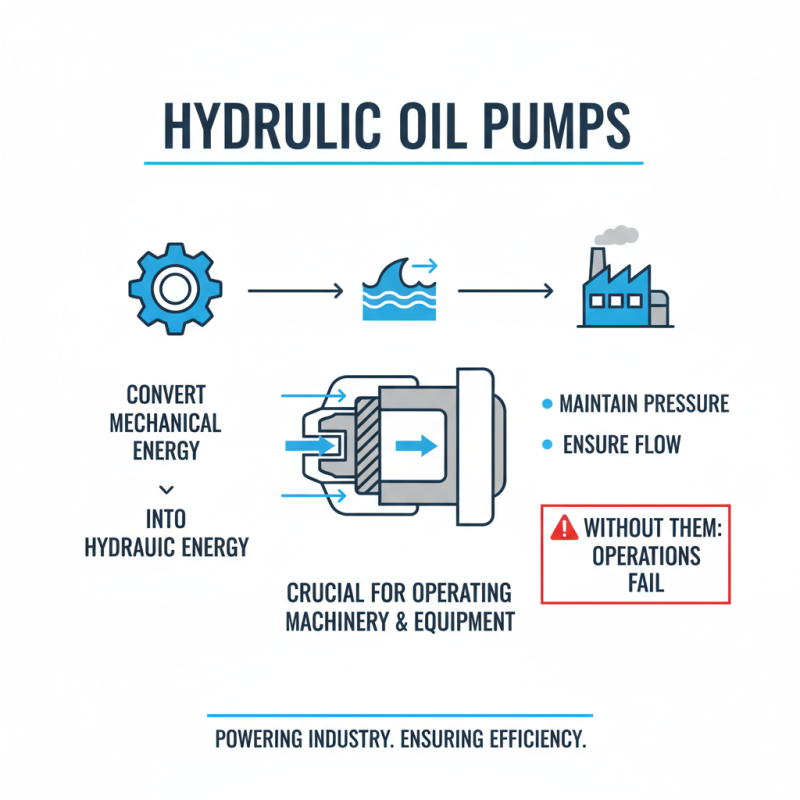
Hydraulic oil pumps play a vital role in various industries. They convert mechanical energy into hydraulic energy. This process is crucial for operating machinery and equipment. Hydraulic systems rely on oil pumps to maintain pressure and flow. Without them, operations would suffer significantly.
In construction, hydraulic oil pumps are used in excavators and loaders. These machines require precise control and powerful lifting capabilities. Similarly, in manufacturing, they help in automation and material handling. The correct pump type ensures efficiency and safety. However, selecting the right pump can be challenging. Each application has its own requirements.
Maintenance is another area needing attention. Hydraulic systems can fail if not properly cared for. Regular checks can prevent costly breakdowns. It’s important to choose the right oil. Not all oils are suitable for every pump. Understanding these factors can improve overall performance.
Related Posts
-
Innovative Trends in Hydraulic Gas Pumps at the 138th China Import and Export Fair 2025
-
20 Best Hydraulic Gas Pumps for Unmatched Performance in 2023
-
Understanding the Importance of Hydraulic Pumps in Modern Industrial Applications
-
Why Choose a Hydraulic Oil Pump: Key Benefits and Features Explained
-
How to Choose the Right Hydraulic Oil Pump for Your Needs?
-
What is the Functionality of a Hydraulic Fluid Pump in Modern Machinery